CASE STUDY: OPTIMIZATION OF CLINKER CONTENT IN LIMESTONE-BASED CEMENTS – BALL MILL PROCESS

OBJECTIVE
This case study is based on a real field trial to produce cement with lower carbon footprint optimazing clinker factor and SCM content.
The 2 main objectives of the field trial were:
- From product side: to substitute Type 1 cement (CEM I) by Type 1L cement (CEM II/A-L) maintaining strength profile equal or better than Type 1 at all ages
- From Production side: to maintain production with a mill output around ~150 mTph
DESCRIPTION
During this field trial, we have compared CHRYSO®ICARE technology to a conventional product in terms of mill output and we have adjusted limestone addition and fineness/blaine targets.
The Type 1 cement (reference) and the Type 1L cement were sampled for lab testing.
Details and targets :
Cement type: ASTM C595 Type 1L (CEM II/A-L)
Process type: Roller press + Ball Mill
Mill output: 150 mTph
CHRYSO tested product: CHRYSO®ICARE RP2199-5
MANAGEMENT & OBSERVATIONS
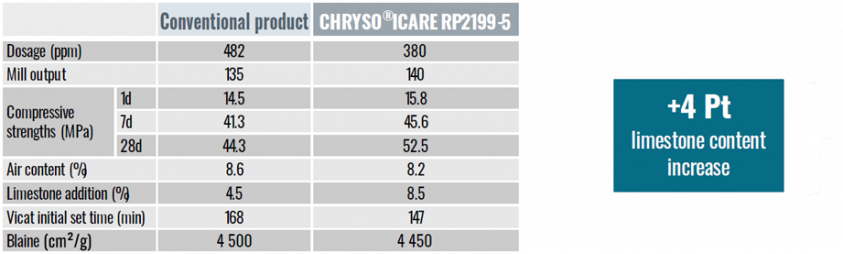
During this first field trial, CHRYSO®ICARE technology has shown its benefits:
- Lower dosage
- Limestone content: +4pt
- Mill output: +5pt
- Carbon footprint*: -32kg eqCO2 /T of cement
- Mechanical strengths:
- 7d : +4MPa
- 28d : +7MPa
* Assumptions:
Limestone: 10kg eqCO2 /T
Clinker: 800kg eqCO2 /T
TECHNICAL
TARGETS
SUCCESSFULLY
ACHIEVED
As late strengths are high, the next step is to perform a long-term trial to increase limestone content. There are different levers to reach this target, for example:
- Optimization of the PSD
- Adjust CHRYSO®ICARE RP2199-5 to reach higher early strengths
- Perform a mill audit to optimize grinding process



